By Sebastian Holtkämper, Product Manager, Hesse GmbH
Looking back a decade ago on a tough worldwide EV market, hundreds of thousands of hybrid electrical vehicles (HEV), but only a few thousand battery vehicles (BEV) were yearly sold. Compared to the total car market, electric driving was a true niche experience at this time: The use of battery packs to enable full-electric driving instead of internal combustion engines (ICE) was nothing more than a pacemaker technology. The BEV and even the HEV cars could not yet seriously compete for state-of-the-art cars in terms of range and performance. Hence the competition was only among a few car manufacturers.
Everything changed when Tesla sold the first Model S a few years later, in 2012. All big car manufacturers had become aware that battery-powered electric propulsion is the key technology for the next decades and they are now in a catch-up role. With the increasing competition and the agile start-ups stepping into the gap of traditional car manufacturers, the innovation pressure increased especially in the batteries, in the pack designs and the manufacturing techniques. Aiming for high volume gave the interconnection technology an important role – roughly 30% of EV battery systems’ costs are related to its manufacturing. With everyone’s eyes on the innovator, Tesla published a patent in 2010 (US7671565B2) for wire bonding their cylindrical battery cells and use the bonded wire as a fuse.
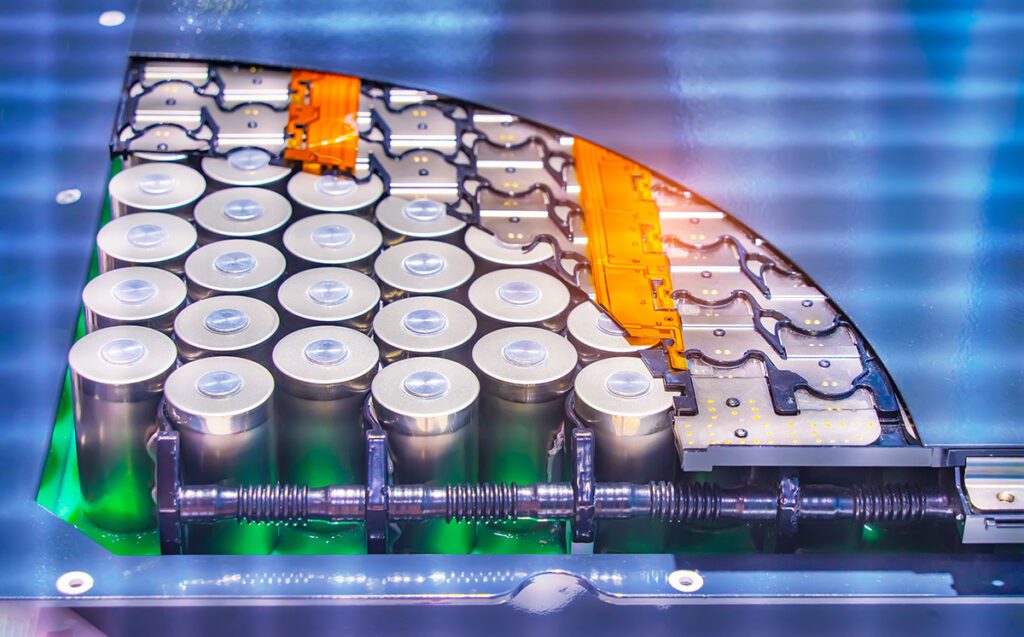
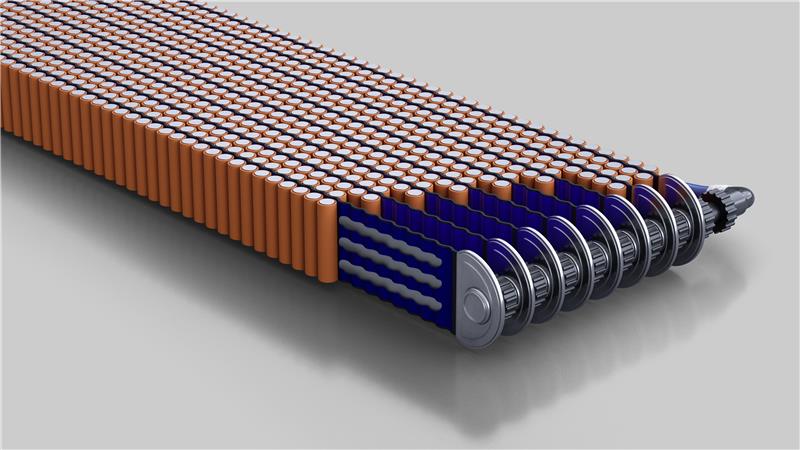
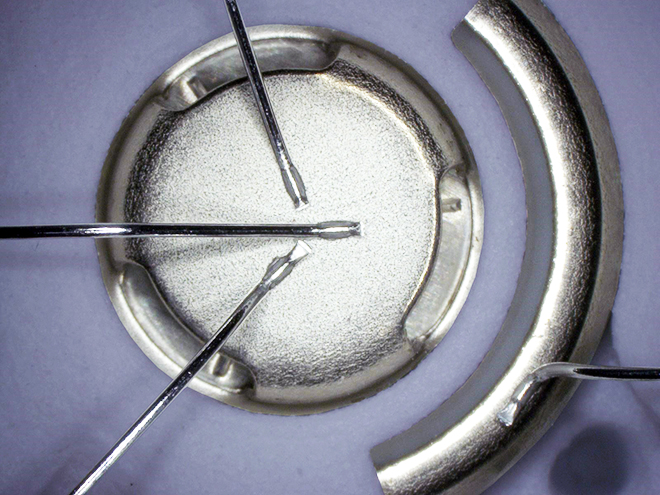
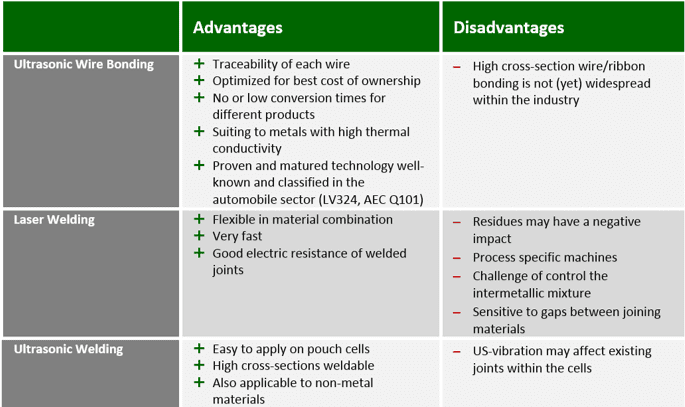
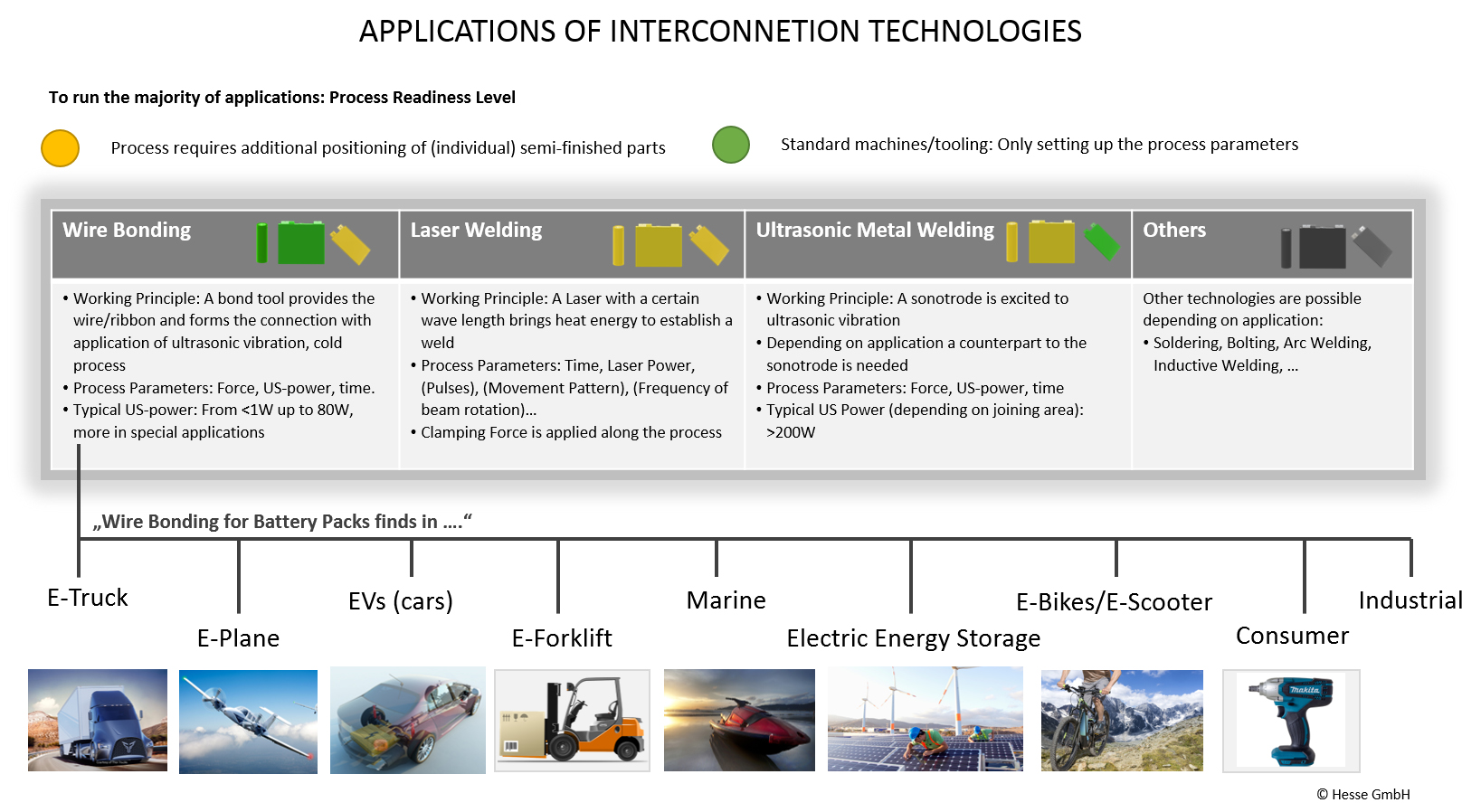
Since then, ultrasonic welding, laser welding and wire bonding compete on interconnecting cells depending on cell type and pack design. A wire bonding machine has a big advantage: It already provides the contacting material during the process, may it be round wires or ribbon wires. Together with the high degree of automation, it makes it very convenient to switch to other product configurations or applications – i.e. contacts to or within the battery management system (BMS) and voltage sense contacts on the cells could be done within the same process step. Since Tesla’s decision wire bonding covers mostly cylindrical cell applications today, while the advantages of wire bonding in prismatic cells and pouch cells in series production are only gradually being recognized.
Challenging the pack designers
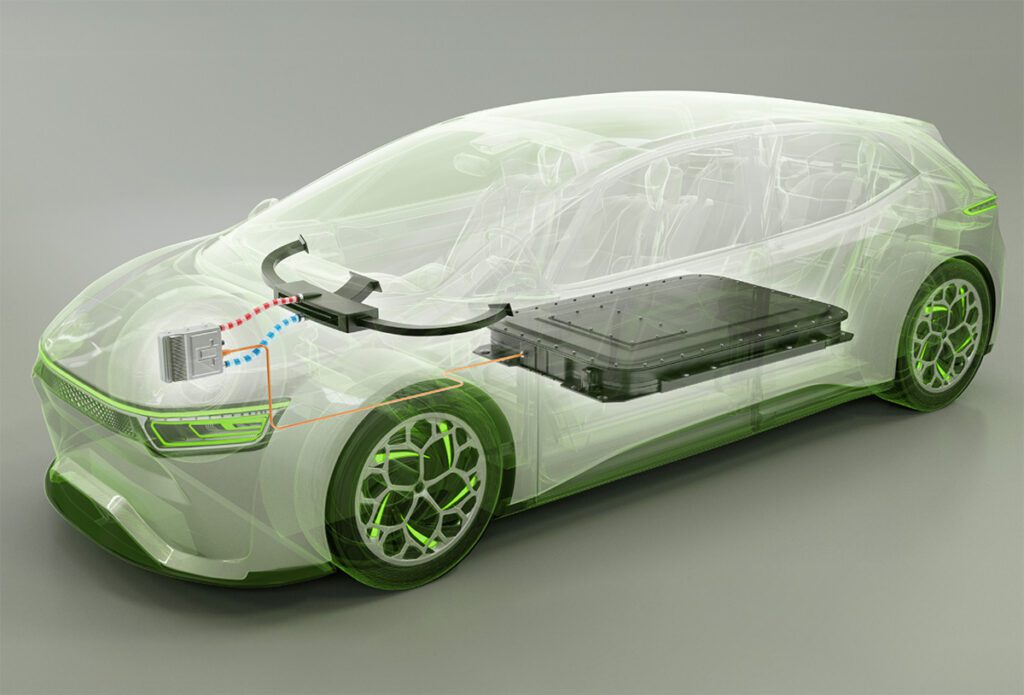
The engineering of packs, whether it be for a cordless drill or for a high-performance car, need to fulfill similar requirements, which are high efficiency, thermal management, current capability and a low form factor. The related joining technologies originate from different industries and had only small overlaps in the past, providing a little chance for benchmarking and cross-learning. Deciding for or against the right interconnection technologies can bear risks and chances for the design and the manufacturing competitiveness. When looking 4-5 years back, besides Tesla, only start-ups were bold enough to decide for wire bonding, now scaling up their first production lines. Another challenge is the relatively low standardization of the pack. While this process is visible in terms of the cells (e.g. lower prismatic cells with reduced heights for flat modules for EV car’s bottom, or cylindrical cell formats for higher energy densities), it is not yet so clear for the battery packs and modules for EV cars. While for a pouch cell system wire bonding is seldom considered and for prismatic cell systems laser welding is mostly used, the cell manufacturers are aware of the different alternative joining opportunities. This means that cylindrical cells can be optimized in terms of better bondability or that the shape of the can’s uncovered top rim is prepared to be bonded also. This avoids a flipping of the pack and enables to access all necessary contact areas from the top (like packs consisting of prismatic cells). Working in the highly heterogenous topography with slim cavities and overcome height levels of more than 40mm is the natural environment of high-speed and high-precision wire bonding.
Challenges for equipment manufacturers
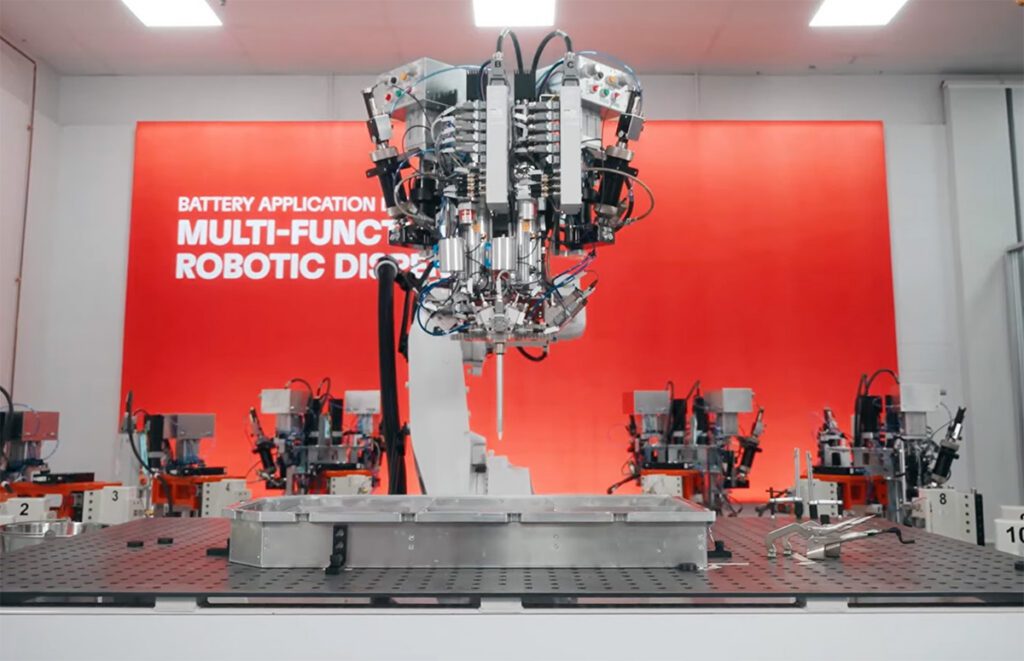
When the EV industry and its applications started to take off, wire bonding equipment manufactures had only the challenge to adapt their machines to the battery bonding process for prismatic and round cells. The wire bonders were ready to run the bond processes on typical Nickel, Copper and Gold surfaces of the used materials. Process engineers set-up reliable processes to bond the bouncing caps of the cylindrical cells and also the process for the electrodes of prismatic cells is well known since 2014. Sophisticated software-enhancements for special pattern detections or for more convenient programming were a nice-to-have feature to battery customers. Another challenge was to forecast the battery pack sizes among all different applications – now all battery sizes can be handled with right automation-system. Meanwhile, there are special “battery bonders” on the market, that enable to bond the full range – from packs for busses to small packs for power tools. Equipment for other technologies struggle much more on a high level of automation, traceability and on conversion-flexibility in applications. And to compete with wire bonding in terms of real-time process control and on adopting the technology to the individual product configuration s is a tough task from technologies working with semi-finished parts.
How will wire bonding evolve?
Wire bonding is not yet the widespread technology among applications for higher currents. The upper limit of round wire’s cross-section used to be less than or equal to 500µm, respectively 2000µm x 400µm for ribbon wire. These are historical limits from the power semiconductor industry, where heavy wire bonding derives from. In case of higher currents, the number of wires were simply scaled up. But the truth is, that the cross section’s limit is not given by the technology. For equipment and material suppliers, it is actually a tiny step to support thicker cross-sections up to 600-700µm diameters and 2000µm x 500µm. And even beyond that, the roadmaps are anticipating the requirements for creating high cross-sectioned joints – if needed.

Together with the fact that in a few years battery-electric propulsion systems will become the basic technology in the car market, the interconnection technologies will mature and capture their specific terrain, where they are best for. This applies not only for the EV market, to the whole world of battery-powered applications.
You know what you want, but not how to produce it?
Hesse GmbH supports you with its experience, process know-how and machines for:
- Prototype Bonding
- Small Series Production
- (Online) Services:
- Training
- Production Support
- Process Optimization
Get in contact with Hesse: charged@hesse-customersolutions.com
www.hesse-customersolutions.com
Or meet Hesse at Battery Show USA and Productronica.