Ultrasonic wire bonding vs laser welded bonding
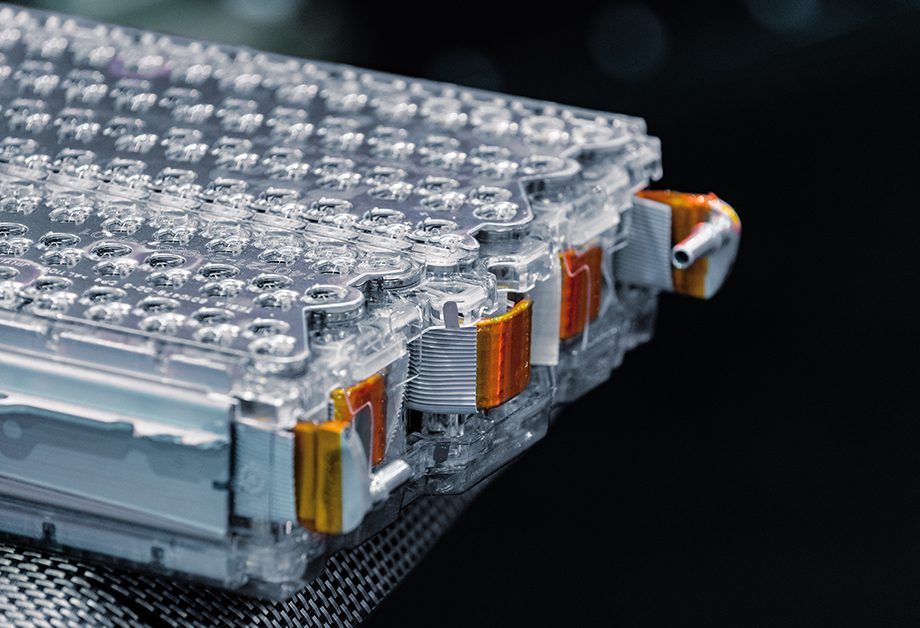
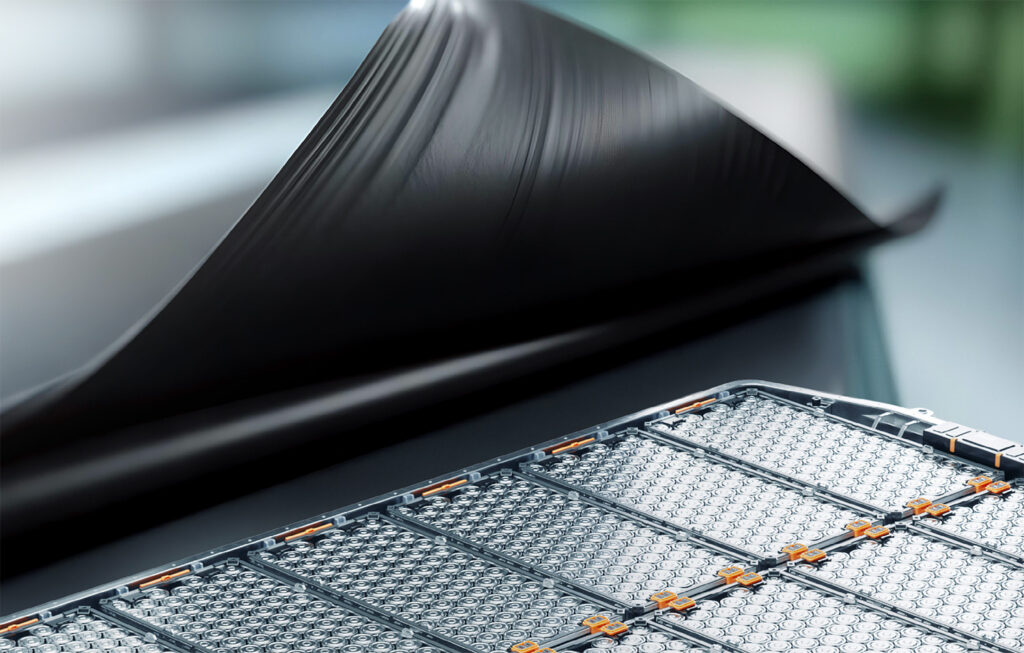
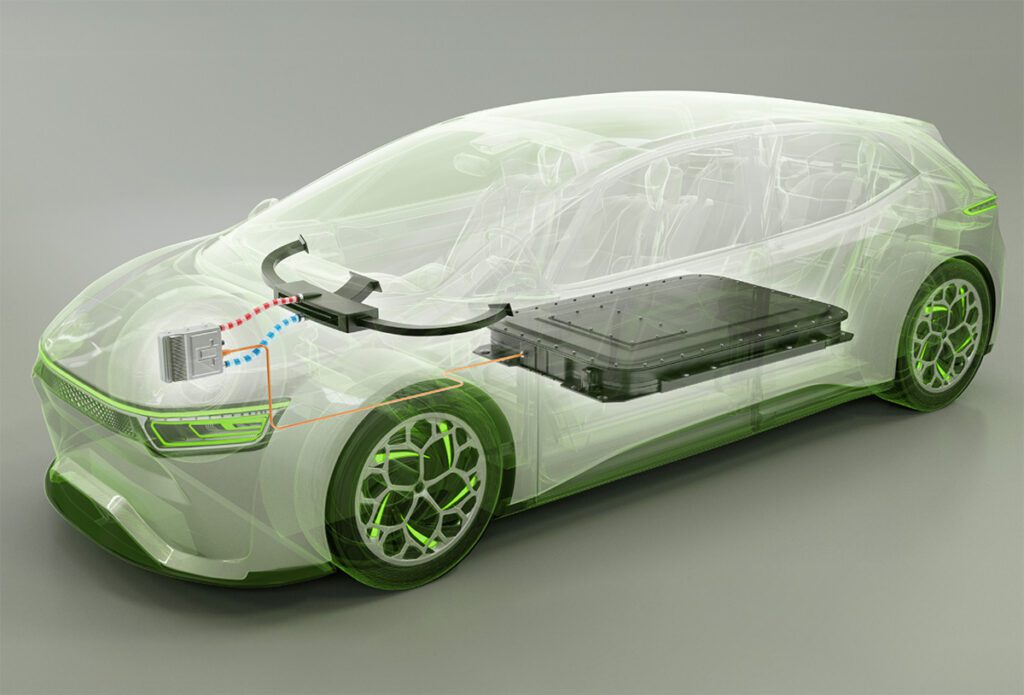
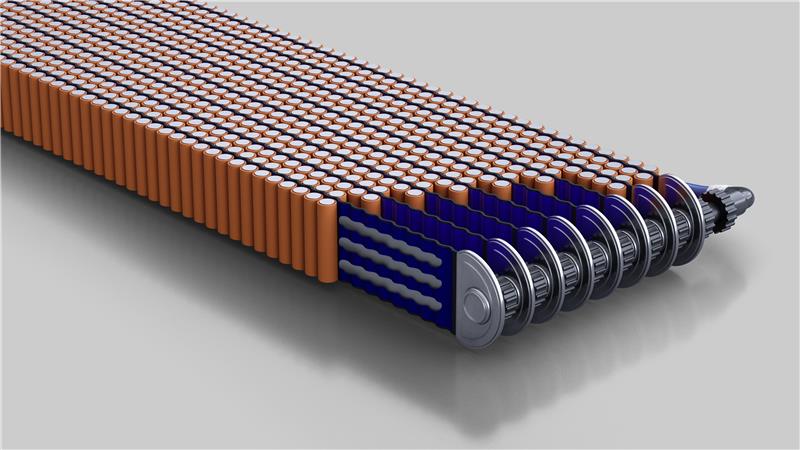
Li-ion cells come in many different shapes and size. There’s also a large variety of options to choose from when designing the connections between each cell and a vehicle’s electronics. In automotive applications, it’s critical to design reliable connections that are cost-effective and suited to high-volume manufacturing.
F&K DELVOTEC provides a range of battery bonding solutions for the EV industry and beyond. The company’s bonding products include two solutions that are often used in EV packs: ultrasonic wire bonding and laser welding. Charged chatted with F&K’s Hans-Georg von Ribbeck to learn more about the two techniques and how they differ.

Wire bonding
Ultrasonic wire bonding is an advanced friction welding process that’s been widely used in the microelectronics and power electronics industries since the 1970s.
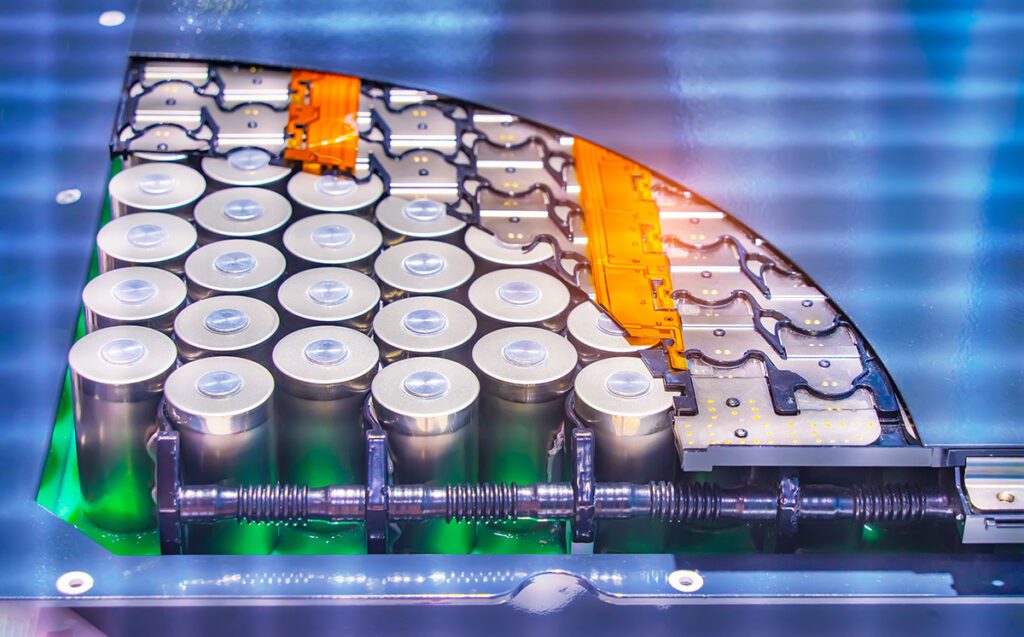
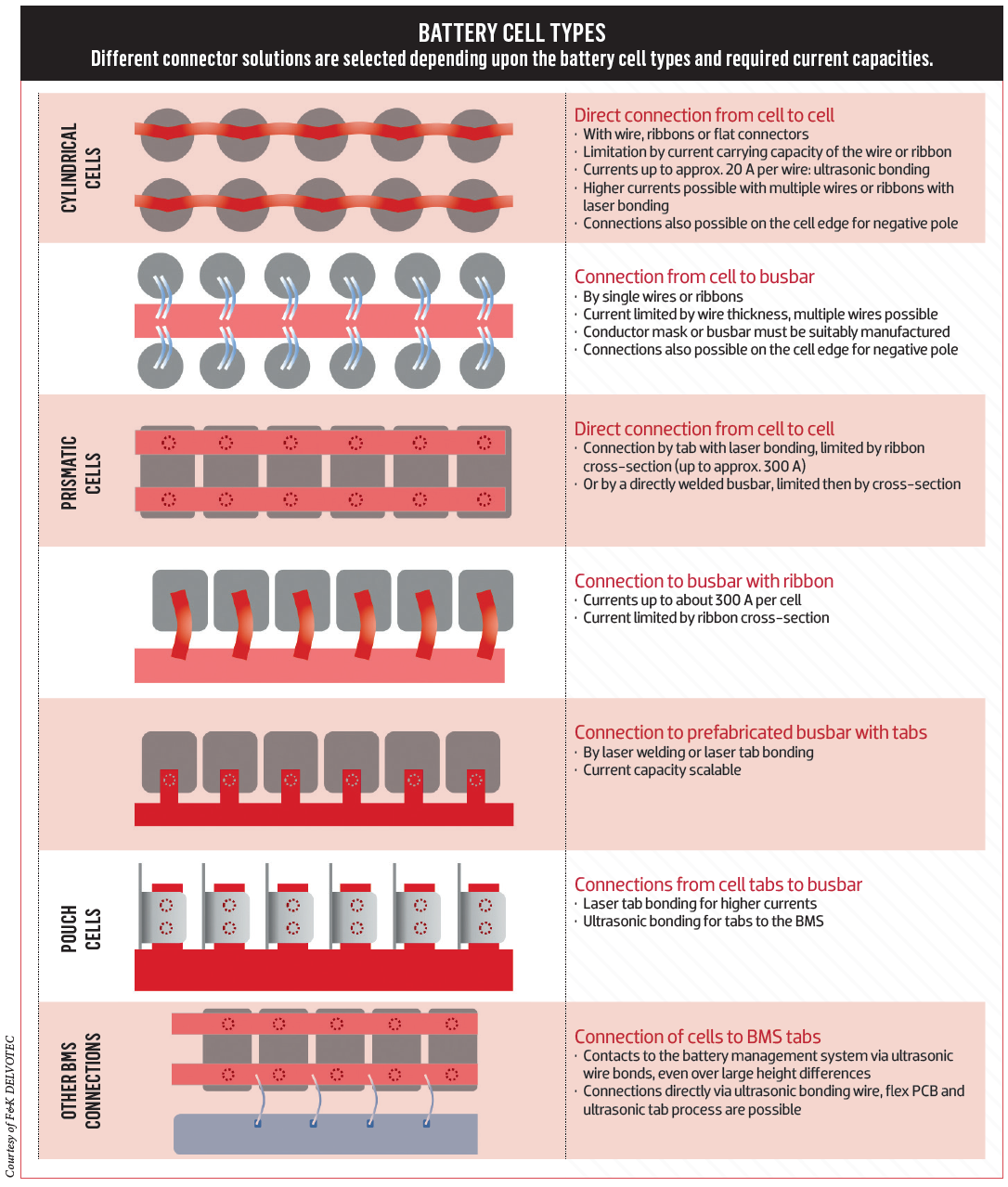
The process begins with pressing a wire or ribbon onto the substrate to which it will be bonded, such as a cylindrical cell battery canister. Then the wire is vibrated at ultrasonic frequencies of around 100 kHz. This causes the metal atoms in the wire to mix in with the metal atoms in the substrate, and after a few hundred milliseconds, the materials are fused together.
Typically, the wire or ribbon is then formed into a loop by the movement of the bonding tool and a second bond is made on another substrate.
“The temperature never gets higher than 80 or 100 degrees Celsius,” explained von Ribbeck. “So it’s a kind of cold welding of the metals – there is never a melted phase.”
Ultrasonic bonds produce a very reliable connection quality, and they’re flexible in that they can accommodate different lengths of wire, different directions, and different heights between connected cells. For this reason, ultrasonic bonding is also well suited to automation. However, ultrasonic bonding requires an extremely flat and clean bonding surface in order to work properly. If there’s grease, dust, or other contaminants in the way, the bonding will not succeed.
Ultrasonic wire bonding is also limited to lower-current connections. F&K DELVOTEC recommends that ultrasonic wire bonds be used only for applications in which currents will not exceed about 30 A.

Laser welding
For higher-current applications, von Ribbeck says laser welding is better suited. In this technique, a ribbon is irradiated from above by a powerful laser that melts some of the ribbon metal in such a way as to create a kind of tunnel through to the substrate. This is a specific method of laser welding called keyhole welding, and by oscillating the laser just so, the width and depth of the weld can be tightly controlled.
“For cylindrical cells, you don’t want to weld too deep into the material because you don’t want to damage or puncture the battery cans,” said von Ribbeck. “And this is controlled with epicycloid or hypocycloid movements of the laser beam, which are very fast and overlap the overall geometry of the weld.”
Laser-welded bonds can withstand higher currents than ultrasonic bonds, but the technique isn’t without its tradeoffs. For one, laser welding requires that there’s zero gap between the components to be connected, such as a ribbon and battery. If there’s a gap between the components, the laser weld will be unstable and ineffective. To prevent this, laser welds must be complemented by a clamping system that ensures a zero gap. However, this adds to the complexity in automation.
“With increasing numbers of parts to bond, this clamping machinery is more expensive, less flexible, and larger,” said von Ribbeck. “For example, if you have a battery module with 120 batteries, then you need 240 clamped parts.”
Laserbonder
To increase the functionality of typical laser welding, F&K DELVOTEC developed a system it calls Laserbonder. The company says this combines the advantages of ultrasonic bonding and laser welding, and is ideal for package interconnects in power modules and battery pack assemblies. It can weld aluminum, copper or nickel ribbons using laser energy combined with low physical clamping forces.

The bond itself is a laser weld, similar to the process described above. However, the bonding process is similar to ultrasonic bonding, as it’s highly flexible, suitable for automation, and requires no clamping machinery.
“For the Laserbonder, we do the clamping individually and dynamically, with the bond head positioned where the laser is focused,” von Ribbeck explained. “Directly during the laser welding we clamp down with a defined and measured force so we can ensure a zero welding gap, and because we don’t have this clamping, we can be very flexible. As a result, the machine can not only do one product at a time with automation, but it can also work with different sizes of battery modules or products.”
The company says Laserbonder provides a strong connection quality that can last the service life of a battery. It can accommodate ribbons up to 10 x 0.5 mm, and is suitable for high currents in excess of 60 A. Laser bonds also don’t require the extremely clean and flat surface of ultrasonic bonds, so connections can be made to rougher surfaces without any prior preparations.
That’s not to say that Laserbonder is suitable for any task – the heat energy involved in the process rules out delicate applications, according to von Ribbeck.
“Where you don’t want to use the Laserbonder is, for example, in some electronics where you cannot yet bond directly on the chip, because the heat would destroy the semiconductor properties,” he said.
Laser bonding carries a higher investment than ultrasonic bonding, which makes the latter more appealing for low-current applications, especially as the bonding speed of both processes is roughly the same.
“The ultrasonic process is very well known, very well understood, and trusted,” von Ribbeck said. “Laserbonder is gaining acceptance, particularly in the automotive [industry], due to the extensive qualification processes required.”
This article appeared in Charged Issue 42 – March/April 2019 – Subscribe now.