

As electronic devices continue to get smaller, the amount of heat they dissipate continues to increase. Cooling and temperature control of these devices are needed for proper operation. Silicone thermal interface materials (TIMs), which contain a high ratio of fillers that exhibit outstanding thermal conductivity, have shown to be excellent for such applications. Because they are liquid dispensed, they can completely fill gaps between the heating element and the heatsink to lower the overall thermal resistance. The goal in choosing the right thermal interface material is for it to provide an adequate thermal path for component cooling, while meeting necessary performance criteria, such as adhesion and/or stress reduction.
In order to help choose the right TIM, there are many questions that should be considered. As a step toward finding the answers you need, Momentive has put together a list of questions that we are most frequently asked when it comes to TIMs.
Q. 1 What is thermal resistance and how does it relate to thermal interface materials?
A. Thermal resistance describes the heat conducting performance of a stack of one or more materials, and is defined by the temperature difference between both sides of the stack. Where there is lower thermal resistance there is better heat transfer.
Thermal interface materials are used to improve the heat transfer from electronic components to heatsinks. Generally speaking, TIMs are better heat conductors than air. By replacing the insulating air gaps resulting from the inherent (microscale) roughness of the surface, TIMs are able to improve the heat flow between the electronic component and heat sink. The overall thermal resistance between the joining partners depends principally on:
- Thermal conductivity (TC) of the thermal interface material
- Bond line thickness (BLT), which is the amount of thermal interface material used between the joining partners
- Contact resistance between different types of material at contacting interfaces (electronic component, TIM, heat sink)
Managing thermal interface materials is critical to maintaining the reliability and the longevity of electronic devices.
Q. 2 How can I reduce thermal resistance for better heat transfer?
A. Three principal ways to improve heat transfer are:
- Increase the thermal conductivity of the TIM
- Reduce BLT between the electronic component and heat sink
- Reduce contact resistance by increasing the mounting pressure for solid TIMs or use a liquid-dispensed TIM
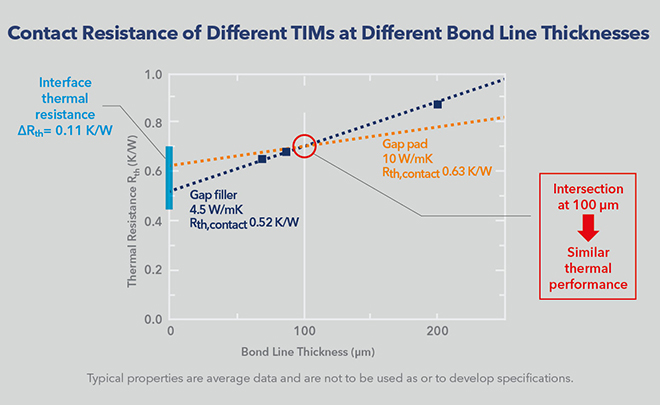
Q. 3 How does bond line thickness affect thermal performance?
A. In general, lower bond lines reduce the length the heat must travel to be removed from the heat source. Therefore, a thin bond line is preferred over a thick one to reduce thermal resistance. The BLT is determined by the part design, and depends mainly on the tolerances of the substrate and assembly stack. In general:
- BLT ranges for adhesives: 80 μm to 300 μm
- Gap filler: 70 μm to 2 mm
- Phase change and grease: 15 μm to 50 μm
Q. 4 How do particle size and pressure help achieve the right bond line thickness?
A. Additional constraints, such as part design or electrical insulation, can require a higher BLT. To achieve precise bond line thickness during production, glass beads with precise sizes can be added to increase the minimum achievable BLT. In addition, a pressure bond line thickness test can be performed to better understand assembly conditions.
Q. 5 How does contact resistance affect thermal performance and how can it be improved?
A. Contact resistance generally depends on the TIM’s ability to conform to the surface of the heat source and heat sink. A higher contact resistance typically leads to less heat transfer. For a solid material (e.g. foil or cured silicone sheet), contact resistance can be improved by using more pressure on the layer stack. For materials that are liquid or liquid dispensed and then cured, the TIM conforms easily without high pressure, helping to limit stress on the electronic components.
Q. 6 What types of pumps can be used to dispense thermal interface materials?
A. Due to the heavily filled, highly abrasive nature of TIMs, processing of these materials requires specialized equipment for transferring and dosing.
Because certain fillers have a high hardness, not all pumps can be used.
Pump type that dispense TIMs particularly well include piston pumps and positive displacement pumps or, screw pumps. Piston pumps forward materials through the pump with an up/down movement to provide positive displacement. This creates little to no friction of the TIM during dispensing, which helps minimize wear and tear on the equipment.
Screw pumps, also known as progressive cavity pumps, dispense material by rotating a screw. This action also creates little to no friction while dispensing TIMs, helping to reduce equipment wear. These pumps do not use rubber seals (as do regular pumps) that can become damaged by the abrasiveness of the material being dispensed – further reducing potential wear points.
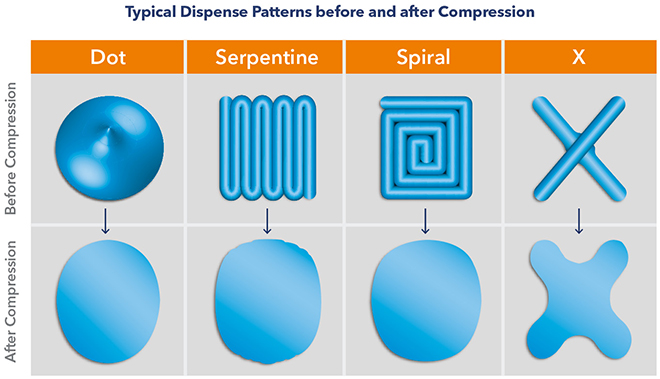
Q. 7 How do I choose the right dispensing pattern for my application?
A. The least complex dispense pattern able to achieve the required performance is the best. More complex dispensing patterns can take longer to produce, and it turn decrease overall cycle time.
Each application is unique. There is no set standard for where a particular pattern should be used. Many factors need to be considered when trying to determine the ideal pattern for your application. Momentive’s technical service team can help you establish what material is best for your application, assist you in choosing the correct dispensing equipment to partner with your material, as well as suggest the optimal dispensing pattern to help achieve the desired cycle time for your individual application.
Q. 8 How do I choose the right dispensing needle (cone, straight, particle size)?
A. Because there are so many types of fluids with different properties to accommodate different application requirements, it is important to know which type of dispensing needle is right for your specific application. Using the wrong dispensing needle can lead to broken machinery and downtime, poor part quality and an inefficient production process.
The most common dispensing needle is the general-purpose tip. This needle can dispense nearly any kind of TIM; however, this does not mean that it is the best choice for your material or your application.
A good rule of thumb is that your needle diameter opening should be at least 7 to 10 times larger than the largest particle in the material (e.g. 80 μm max particle size multiplied times 10 means needle diameter needs to be at least 800 μm).
Tapered tips are generally the best type of tip to use for thicker viscosity fluids because they promote flow and help dispense a greater number of precise, consistent fluid deposits in the shortest amount of time. Tapered tips allow you to lower the pressure on your pneumatic fluid dispenser. This is important when dispensing filled materials, because high pressure can cause filled materials to separate in the syringe barrel. Using a tapered tip when dispensing thick fluids can help operators apply deposits faster helping to improve productivity in your dispensing process.
Q. 9 How do I mix potting materials to ensure consistent material quality?
A. Due to low viscosity and the density difference between the polymer and the filler (polymer
1g/cm³ vs. filler 4g/cm³ AI2O3), potting materials can separate over time, allowing the filler to settle to the bottom of the container. To ensure the potting material delivers optimal performance, it is important to fully mix potting materials before use to guarantee a homogenous material. Mixing procedures include spatula mixing, drill mixing, shaking and rotational mixing. Each material has recommended procedures. Momentive’s technical team can help determine specific mixing recommendations for your application.
Q. 10 Do I need to degas materials before application?
A. Because silicone can absorb air, degassing low viscosity thermal materials in a vacuum mixer is recommended before application. Otherwise, air may remain in the cured silicone and can cause potential issues, including visible defects and dielectric breakdown. It is important to degas all low viscosity materials inside the vacuum mixer, not just the top layer.
Q. 11 How does thawing time affect performance?
A. It is extremely important to thaw silicone that has been stored in a refrigerator at 7°C (44°F) or below before opening it. Warming up the silicone to room temperature 22°C (71.6°F) can take up to 24 hours depending on the packaging and amount of material. If you do not warm up the silicone and open it before it reaches room temperature, ambient humidity will immediately infiltrate the silicone and bubbles can form during vulcanization at higher temperatures. This may lead to poor adhesion performance.
Q. 12 Do I need to prepare the surface or part to get maximum adhesive performance?
A. The performance of any adhesive is highly dependent on proper surface preparation. When preparing a surface for bonding, make sure that it is clean. Contaminants can weaken a bond. Make sure that the surface is dry. A wet surface poses the same problems as a dirty one. Effective solvent cleaning substances are isopropyl alcohol for plastics, and MEK for metals, but compatibility to the part needs to be verified beforehand. Depending on the substrate, it may be necessary to anneal the parts for a period of time to get rid of the humidity inside the plastic. The substrate must return to room temperature before the adhesive is applied.
For difficult-to-bond substrates, primers or additional plasma treatment should be used to help promote adhesion.
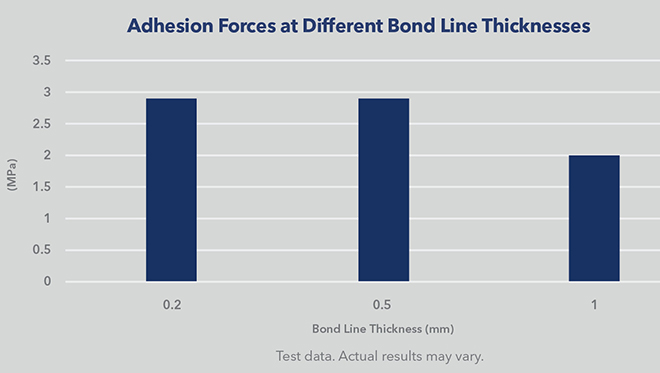
Q. 13 How does bond line thickness affect adhesion?
A. Proper adhesion is highly dependent upon bond line thickness. In most cases, adhesion force
increases with lower bond line thickness. To maintain the correct bond line thickness, thermal adhesives can be formulated with precisely sized glass beads that act as a spacer and help ensure bond line thickness control.
In electronics, there are tolerances that must be maintained, such as the attachment of PCB board to a metal surface. In some cases, Momentive’s filler may have a particle thickness of 80 μm, but the customer may require a minimum of 250 μ. For such a case, Momentive offers multiple grades of glass beads that can be added to make sure the bond line thickness meets the specified tolerance.
Q.14 What is the Thixotropic Index (TI) and why is it important?
A. The Thixotropic Index (TI) is a ratio of a material’s viscosity at two different speeds. It is obtained by taking measurements at low and high shear rate. Because thixotropic materials drop in viscosity as shear stress increases, the TI value for a thermal interface material indicates the material’s ability to hold its shape when exposed to stresses, such as gravity. A high TI indicates that a thermal interface material will resist sagging or slumping out of place after dispensing.
It is critical to thermal interface performance that it remains where it is applied. A thermal interface material cannot dissipate heat from a component if it does not stay in contact with that component.
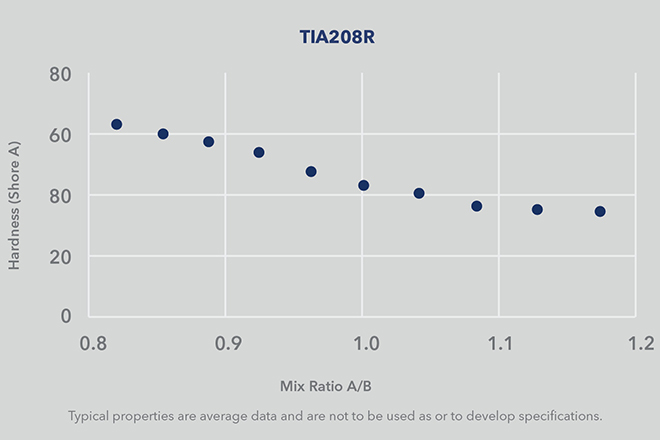
Q.15 How important is the mix ratio for two-part TIM materials?
A. Mix ratio is a term used to describe the amount of each material to be used in a two-component system. This ratio is usually given in the weight of each material. Momentive potting grades are handled by mixing and dosing systems, which can lead to off ratio tolerances. Many grades of material require a consistent mix ratio of 1:1 to achieve the required hardness or penetration value (making sure that the mixture is not too hard and not too soft). If the mixture rate of each material is off from the specified ratio, the hardness of the cured material can change.
Momentive is a global leader in silicone thermal interface materials. We have been developing innovative silicone solutions for the automotive industry for decades. Our products are designed with performance and high-reliability in mind. We work with all of the industry’s leading dispensing equipment companies. To learn more about TIMs or any of our other automotive electronic solutions, contact Momentive.